МАНЖЕТЫ УПЛОТНИТЕЛЬНЫЕ РЕЗИНОВЫЕ
ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
(ГОСТ 14896-84 в ред. 1992 г.)

Резиновые манжеты предназначены для уплотнения цилиндров и штоков гидравлических устройств, работающих при давлении от 0,1 до 50 МПа, со скоростью возвратно поступательного движения до 0,5 м/с, при температуре от -60 до +200°С, ходе до 10 м и частоте срабатывания до 0,5 Гц.
Манжеты в зависимости от конструкции изготовляют типов 1 и 3.
Конструкция и размеры манжет типа 1 указаны в таблицах с 1-й по 6-ю, типа 3 - с 7-й по 13-ю.
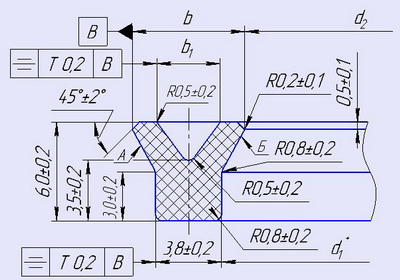
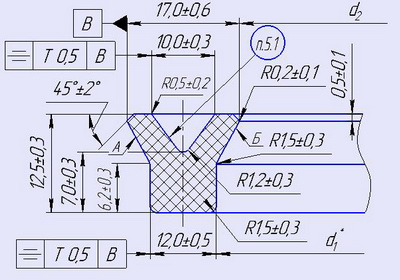
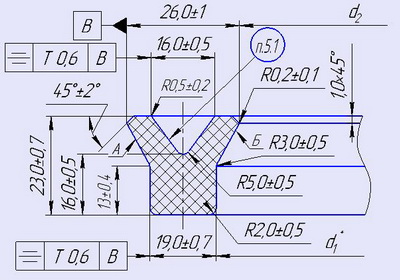
Манжеты типа 1
Манжеты для уплотнения цилиндров диаметром D = 12 - 22 мм
и штоков диаметром d = 4 - 14 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
b |
b1 |
Масса 1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
| 12х4 |
12 |
4 |
4,2 |
2,5 |
±0,2 |
5,5 |
±0,3 |
3,5 |
±0,2 |
0,8 |
| 13x5 |
(13) |
5 |
5,2 |
3,5 |
±0,2 |
5,5 |
±0,3 |
3,5 |
±0,2 |
0,9 |
| 14x6 |
(14) |
6 |
6,2 |
4,5 |
±0,2 |
5,5 |
±0,3 |
3,5 |
±0,2 |
1,0 |
| 16x8 |
16 |
8 |
8,2 |
5,5 |
±0,2 |
6,5 |
±0,3 |
4,0 |
±0,2 |
1,1 |
| 18x10 |
(18) |
10 |
10,2 |
7,5 |
±0,3 |
6,5 |
±0,3 |
4,0 |
±0,2 |
1,3 |
| 20х12 | 20 | 12 | 12,2 | 9,5 | ±0,2 | 6,5 | ±0,3 | 4,0 | ±0,2 | 1,4 |
| 22х14 | (22) | 14 | 14,2 | 11,5 | ±0,2 | 6,5 | ±0,3 | 4,0 | ±0,2 | 1,6 |
1.* Размер для справок.
2. Манжеты для цилиндров и штоков с размерами, заключенными в скобки, при новом проектировании не применять.
3. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
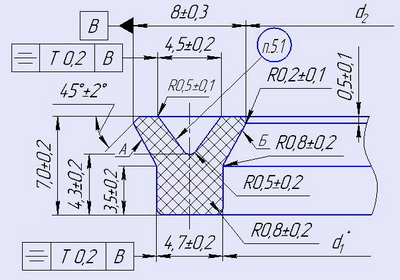
Манжеты для уплотнения цилиндров диаметром D = 25 - 60 мм
и штоков диаметром d = 15 - 50 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 25х15 |
25 |
(15) |
15,3 |
12 |
±0,4 |
2,4 |
| 26х16 |
(26) |
16 |
16,3 |
13 |
±0,4 |
2,6 |
| 28х18 |
(28) |
18 |
18,3 |
15 |
±0,4 |
3,0 |
| 30х20 |
(30) |
20 |
20,3 |
17 |
±0,5 |
3,3 |
| 32х22 |
32 |
22 |
22,3 |
19 |
±0,5 |
3,6 |
| 35х25 |
(35) |
25 |
25,3 |
22 |
±0,5 |
4,0 |
| 36х26 |
36 |
(26) |
26,3 |
23 |
±0,5 |
4,1 |
| 37х27 |
(37) |
27 |
27,3 |
24 |
±0,5 |
4,2 |
| 38х28 | (38) | 28 | 28,3 | 25 | ±0,5 | 4,4 |
| 40х30 | 40 | (30) | 30,3 | 27 | ±0,6 | 4,6 |
| 42х32 | (42) | 32 | 32,3 | 29 | ±0,5 | 5,0 |
| 45х35 |
45 |
(35) |
35,3 |
32 |
±0,6 |
5,3 |
| 46х35 |
(46) |
36 |
36,3 |
33 |
±0,6 |
5,4 |
| 50х40 |
50 |
40 |
40,3 |
37 |
±0,6 |
6,0 |
| 55х45 |
(55) |
45 |
45,3 |
42 |
±0,8 |
6,6 |
| 56х46 |
56 |
(46) |
46,3 |
43 |
±0,8 |
6,9 |
| 60х50 |
(60) |
50 |
50,3 |
47 |
±0,8 |
7,3 |
1. * Размер для справок.
2. Манжеты для цилиндров и штоков с размерами, заключенными в скобки, при новом проектировании не применять.
3. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
4. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
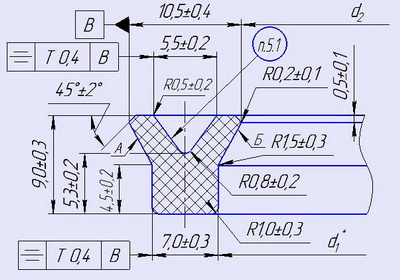
Манжеты для уплотнения цилиндров диаметром D = 63 - 90 мм
и штоков диаметром d = 48 - 75 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 63х48 |
63 |
(48) |
48,5 |
45 |
±0,8 |
14,0 |
| 70х55 |
70 |
(55) |
55,5 |
52 |
±0,8 |
15,0 |
| 71х56 |
(71) |
56 |
56,5 |
53 |
±0,8 |
15,9 |
| 78х63 |
(78) |
63 |
63,5 |
60 |
±0,8 |
17,5 |
| 80х65 |
80 |
(65) |
65,5 |
63 |
±0,8 |
18,5 |
| 85х70 |
(85) |
70 |
70,5 |
67 |
±1,0 |
19,7 |
| 90х75 |
90 |
(75) |
75,5 |
72 |
±1,0 |
21,0 |
1. * Размер для справок.
2. Манжеты для цилиндров и штоков с размерами, заключенными в скобки, при новом проектировании не применять.
3. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
4. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
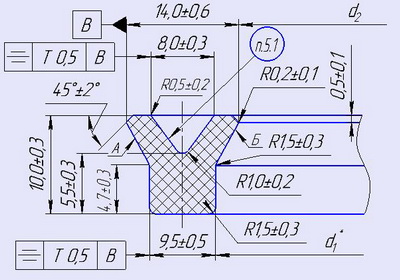
Манжеты для уплотнения цилиндров диаметром D = 100 - 340 мм
и штоков диаметром d = 80 - 320 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 100х80 |
100 |
80 |
80,5 |
76 |
±1,0 |
34,0 |
| 110х90 |
110 |
90 |
90,5 |
86 |
±1,0 |
38,0 |
| 120х100 |
(120) |
100 |
100,5 |
96 |
±1,0 |
41,0 |
| 125х105 |
125 |
(105) |
105,5 |
101 |
±1,3 |
43,0 |
| 130х110 |
(130) |
110 |
110,5 |
106 |
±1,3 |
45,0 |
| 140х120 |
(140) |
120 |
120,5 |
116 |
±1,3 |
49,0 |
| 145х125 |
(145) |
125 |
125,5 |
121 |
±1,3 |
51,0 |
| 160х140 |
160 |
140 |
140,5 |
136 |
±1,3 |
57,0 |
| 180х160 |
180 |
160 |
160,5 |
156 |
±1,3 |
64,0 |
| 200х180 |
200 |
180 |
180,5 |
176 |
±1,3 |
72,0 |
| 220х200 |
220 |
200 |
200,5 |
196 |
±1,3 |
79,0 |
| 240х220 |
(240) |
220 |
220,5 |
216 |
±1,3 |
87,0 |
| 250х230 |
250 |
(230) |
230,5 |
226 |
±1,5 |
91,0 |
| 270х250 |
(270) |
250 |
250,5 |
246 |
±1,5 |
98,0 |
| 280х260 |
280 |
(260) |
260,5 |
256 |
±1,5 |
102,0 |
| 300х280 |
(300) |
280 |
280,5 |
276 |
±1,5 |
109,0 |
| 320х300 |
320 |
(300) |
300,5 |
296 |
±1,5 |
117,0 |
| 340х320 |
(340) |
320 |
320,5 |
316 |
±1,5 |
126,0 |
1. * Размер для справок.
2. Манжеты для цилиндров и штоков с размерами, заключенными в скобки, при новом проектировании не применять.
3. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
4. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Манжеты для уплотнения цилиндров диаметром D = 360 - 525 мм
и штоков диаметром d = 335 - 500 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 360х335 |
360 |
(335) |
335,5 |
330,5 |
±1,8 |
197,0 |
| 385х360 |
(385) |
360 |
360,5 |
355,5 |
±1,8 |
210,0 |
| 400х375 |
400 |
(375) |
375,5 |
370,5 |
±2,5 |
219,0 |
| 425х400 |
(425) |
400 |
400,5 |
395,5 |
±2,5 |
233,0 |
| 450х425 |
450 |
(425) |
425,5 |
420,5 |
±2,5 |
248,0 |
| 475х450 |
(475) |
450 |
450,5 |
345,5 |
±2,5 |
262,0 |
| 500х475 |
500 |
(475) |
475,5 |
470,5 |
±2,5 |
276,0 |
| 525х500 |
(525) |
500 |
500,5 |
495,5 |
±2,5 |
290,0 |
1. * Размер для справок.
2. Манжеты для цилиндров и штоков с размерами, заключенными в скобки, при новом проектировании не применять.
3. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
4. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
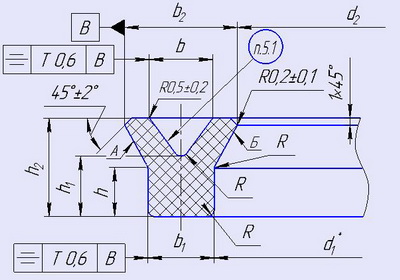
Манжеты для уплотнения цилиндров диаметром D = 560 - 950 мм
и штоков диаметром d = 530 - 900 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
b |
b1 |
b2 |
h |
h1 |
h2 |
R |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 560х530 |
560 |
- |
530,5 |
525 |
±3,5 |
12 |
14,5 |
20 |
7,5 |
8,5 |
15 |
1,5 |
426,0 |
| 590х560 |
- |
560 |
560,5 |
555 |
±3,5 |
12 |
14,5 |
20 |
7,5 |
8,5 |
15 |
1,5 |
450,0 |
| 630х600 |
630 |
- |
600,5 |
595 |
±3,5 |
12 |
14,5 |
20 |
7,5 |
8,5 |
15 |
1,5 |
492,0 |
| 660х630 |
- |
630 |
630,5 |
625 |
±3,5 |
12 |
14,5 |
20 |
7,5 |
8,5 |
15 |
1,5 |
506,0 |
| 710х670 |
710 |
- |
670,5 |
663 |
±4,0 |
16 |
19,5 |
27 |
10,5 |
11,5 |
20 |
2,0 |
650,0 |
| 750х710 |
- |
710 |
710,5 |
703 |
±4,0 |
16 |
19,5 |
27 |
10,5 |
11,5 |
20 |
2,0 |
685,0 |
| 800х760 |
800 |
- |
760,5 |
753 |
±4,0 |
16 |
19,5 |
27 |
10,5 |
11,5 |
20 |
2,0 |
730,0 |
| 840х800 |
- |
800 |
800,5 |
770 |
±4,0 |
16 |
19,5 |
27 |
10,5 |
11,5 |
20 |
2,0 |
770,0 |
| 900х850 | 900 | - | 850,5 | 841 | ±4,5 | 20 | 24,5 | 34 | 12,5 | 14 | 25 | 2,5 | 1780 |
| 950х900 | - | 900 | 900,5 | 891 | ±4,5 | 20 | 24,5 | 34 | 12,5 | 14 | 25 | 2,5 | 1885 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
3. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Манжеты типа 3
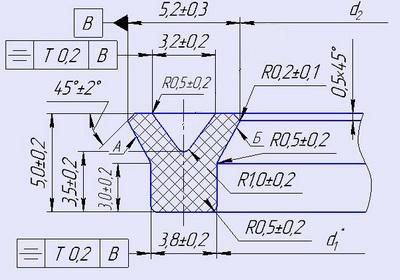
Манжеты для уплотнения цилиндров диаметром D = 12 - 20 мм
и штоков диаметром d = 4 - 16 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 12х4 |
12 |
4 |
4,2 |
2,8 |
±0,2 |
0,51 |
| 13х5 |
- |
5 |
5,2 |
3,8 |
±0,2 |
0,58 |
| 14х6 |
- |
6 |
6,2 |
4,8 |
±0,2 |
0,64 |
| 16х8 |
16 |
8 |
8,2 |
6,8 |
±0,3 |
0,77 |
| 18х10 |
- |
10 |
10,2 |
8,8 |
±0,3 |
0,90 |
| 20х12 |
20 |
12 |
12,2 |
10,8 |
±0,4 |
1,02 |
| 22х14 |
- |
14 |
14,2 |
12,8 |
±0,4 |
1,15 |
| 24х16 |
- |
16 |
16,2 |
14,8 |
±0,4 |
1,28 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
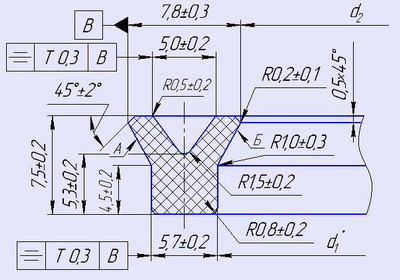
Манжеты для уплотнения цилиндров диаметром D = 25 - 35 мм
и штоков диаметром d = 10 - 20 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 22х10 |
- |
10 |
10,3 |
8,2 |
±0,3 |
0,94 |
| 24х12 |
- |
12 |
12,3 |
10,2 |
±0,4 |
1,06 |
| 25х13 |
25 |
- |
13,3 |
11,2 |
±0,4 |
1,12 |
| 28х16 |
- |
16 |
16,3 |
14,2 |
±0,4 |
1,30 |
| 30х18 |
- |
18 |
18,3 |
16,2 |
±0,5 |
1,42 |
| 32х20 |
32 |
20 |
20,3 |
18,2 |
±0,5 |
1,53 |
| 36х24 |
36 |
- |
24,3 |
22,2 |
±0,5 |
1,77 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
Манжеты для уплотнения цилиндров диаметром D = 32 - 40 мм
и штоков диаметром d = 14 - 22 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 30х14 |
- |
14 |
14,4 |
11,6 |
±0,4 |
5,51 |
| 32х16 |
32 |
16 |
16,4 |
13,6 |
±0,4 |
5,77 |
| 36х20 |
36 |
20 |
20,4 |
17,6 |
±0,5 |
7,02 |
| 38х22 |
- |
22 |
22,4 |
19,6 |
±0,5 |
7,52 |
| 40х24 |
40 |
- |
24,4 |
21,6 |
±0,5 |
8,02 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
Манжеты для уплотнения цилиндров диаметром D = 40 - 100 мм
и штоков диаметром d = 20 - 80 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 40х20 |
40 |
20 |
20,5 |
17 |
±0,5 |
11,86 |
| 42х22 |
- |
22 |
22,5 |
19 |
±0,5 |
12,66 |
| 45х25 |
45 |
25 |
25,5 |
22 |
±0,5 |
13,85 |
| 47х27 |
- |
27 |
27,5 |
24 |
±0,5 |
14,64 |
| 48х28 |
- |
28 |
28,5 |
25 |
±0,5 |
15,03 |
| 50х30 |
50 |
- |
30,5 |
27 |
±0,6 |
15,82 |
| 52х32 |
- |
32 |
32,5 |
29 |
±0,6 |
16,62 |
| 56х36 |
56 |
36 |
36,5 |
33 |
±0,6 |
18,20 |
| 60х40 |
- |
40 |
40,5 |
37 |
±0,6 |
19,78 |
| 63х43 |
63 |
- |
43,5 |
40 |
±0,6 |
20,17 |
| 65х45 |
- |
45 |
45,5 |
42 |
±0,8 |
21,76 |
| 70х50 |
70 |
50 |
50,5 |
47 |
±0,8 |
23,74 |
| 76х56 |
- |
56 |
56,5 |
53 |
±0,8 |
26,11 |
| 80х60 |
80 |
- |
60,5 |
57 |
±0,8 |
27,70 |
| 83х63 |
- |
63 |
63,5 |
60 |
±0,8 |
28,90 |
| 90х70 |
90 |
70 |
70,5 |
67 |
±1,0 |
31,65 |
| 100х80 |
100 |
80 |
80,5 |
77 |
±0,8 |
35,60 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
3. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Манжеты для уплотнения цилиндров диаметром D = 80 - 110 мм
и штоков диаметром d = 50 - 80 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 75х50 |
- |
50 |
50,5 |
46,3 |
±0,8 |
34,94 |
| 80х55 |
80 |
- |
55,5 |
51,3 |
±0,8 |
37,80 |
| 81х56 |
- |
56 |
56,5 |
52,3 |
±0,8 |
38,30 |
| 88х63 |
- |
63 |
63,5 |
59,3 |
±0,8 |
42,20 |
| 90х65 |
90 |
- |
65,5 |
61,3 |
±0,8 |
43,30 |
| 95х70 |
- |
70 |
70,5 |
66,3 |
±1,0 |
46,10 |
| 100х75 |
100 |
- |
75,5 |
71,3 |
±1,0 |
48,90 |
| 105х80 |
- |
80 |
80,5 |
76,3 |
±1,0 |
51,70 |
| 110х85 |
110 |
- |
85,5 |
81,3 |
±1,0 |
54,50 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
3. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Манжеты для уплотнения цилиндров диаметром D = 80 - 220 мм
и штоков диаметром d = 45 - 200 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 75х45 |
- |
45 |
45,5 |
40,5 |
±0,8 |
50,80 |
| 80х50 |
80 |
50 |
50,5 |
45,5 |
±0,8 |
55,0 |
| 86х56 |
- |
56 |
56,5 |
51,5 |
±0,8 |
60,1 |
| 90х60 |
90 |
- |
60,5 |
55,5 |
±0,8 |
63,5 |
| 93х63 |
- |
63 |
63,5 |
58,5 |
±0,8 |
66,0 |
| 100х70 |
100 |
70 |
70,5 |
65,5 |
±1,0 |
71,9 |
| 110х80 |
110 |
80 |
80,5 |
75,5 |
±1,0 |
80,4 |
| 120х90 |
- |
90 |
90,5 |
85,5 |
±1,0 |
88,9 |
| 125х95 |
125 |
- |
95,5 |
90,5 |
±1,0 |
93,1 |
| 130х100 |
- |
100 |
100,5 |
95,5 |
±1,0 |
97,3 |
| 140х110 |
140 |
110 |
110,5 |
105,5 |
±1,3 |
106,2 |
| 155х125 |
- |
125 |
125,5 |
120,5 |
±1,3 |
114,3 |
| 160х130 |
160 |
- |
130,5 |
125,5 |
±1,3 |
118,5 |
| 170х140 |
- |
140 |
140,5 |
135,5 |
±1,3 |
127,0 |
| 180х150 |
180 |
- |
150,5 |
145,5 |
±1,3 |
135,4 |
| 190х160 |
- |
160 |
160,5 |
155,5 |
±1,3 |
143,9 |
| 200х170 |
200 |
- |
170,5 |
165,5 |
±1,3 |
152,3 |
| 210х180 |
- |
180 |
180,5 |
175,5 |
±1,3 |
160,3 |
| 220х190 |
220 |
- |
190,5 |
185,5 |
±1,3 |
169,0 |
| 230х200 |
- |
200 |
200,5 |
195,5 |
±1,3 |
178,0 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
3. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Манжеты для уплотнения цилиндров диаметром D = 220 - 500 мм
и штоков диаметром d = 180 - 500 мм
| Обозначение типоразмера манжеты |
Диаметр уплотняемой детали |
d1* |
d2 |
Масса
1000 шт, кг |
цилиндра
D |
штока
d |
номин. |
пред. откл. |
| 220х180 |
220 |
180 |
181 |
174 |
±1,3 |
303,6 |
| 240х200 |
- |
200 |
201 |
194 |
±1,3 |
334,0 |
| 250х210 |
250 |
- |
211 |
204 |
±1,3 |
349,1 |
| 260х220 |
- |
220 |
221 |
214 |
±1,3 |
364,3 |
| 280х240 |
280 |
- |
241 |
234 |
±1,5 |
394,7 |
| 290х250 |
- |
250 |
251 |
244 |
±1,5 |
410,1 |
| 320х280 |
320 |
280 |
281 |
274 |
±1,5 |
455,4 |
| 360х320 |
360 |
320 |
321 |
314 |
±1,8 |
516,1 |
| 400х360 |
400 |
360 |
361 |
354 |
±1,8 |
577,0 |
| 440х400 |
- |
400 |
401 |
394 |
±2,5 |
637,6 |
| 450х410 |
450 |
- |
411 |
404 |
±2,5 |
652,7 |
| 490х450 |
- |
450 |
451 |
444 |
±2,5 |
713,5 |
| 500х460 |
500 |
- |
461 |
454 |
±2,5 |
728,6 |
| 540х500 |
- |
500 |
501 |
494 |
±2,5 |
789,3 |
1. * Размер для справок.
2. Разъемы пресс-форм не должны приходиться на поверхности А и Б.
3. п.5.1 - место маркировки обозначения манжеты, стандарта и товарного знака предприятия-изготовителя.
Для изготовления манжет применяют резины указанных ниже групп:

Примечания:
1. Манжеты из peзины группы 0 следует изготовлять типоразмеров от 35x25 мм до 60x50 мм; манжеты из резины группы 2б следует изготовлять: типа 1 типоразмеров от 12x4 мм до 130x110 мм, типа 3 типоразмеров от 12x4 мм до 130x100 мм.
2. Резина, применяемая для изготовления манжет, предназначенных для районов с тропическим климатом, должна соответствовать требованиям ГОСТ 15152, группа III, категории размещения 3—5 по ГОСТ 15150.
Группы резины подразумевают различия в рабочей среде, температурном интервале, рабочем давлении и сроке службы манжет. Подробную таблицу можно посмотреть в ГОСТ 14896-84.
Рабочая среда для групп резины:
- 0, 1, 2a, 2б, 4 - масла индустриальные общего назначения; индустриальные серии ИГП, ИГСп; турбинные, турбинные с присадками Тп-22, Тп-30. Тп-57; дизельные ДС-8 (М-8Б, M-8В), ДС-11 (М-10Б); авиационные: АУ; гидрожидкости ВМГЗ, МГ-ЭО;
- 2а, 5 - вода, вода с хромпиком с массовой долей до 1,5%, вода морская, дистиллят, конденсат;
- 5 - масла индустриальные общего назначения, индустриальные серии ИГП, ИГСп; гидравлическое ВНИИНП-403, турбинные, турбинные с присадками
Тп-22, Тп-30, Тп-57; дизельное М-8В, авиационные: АУ, АУП; трансмиссионные: АМГ-10; МГЕ-10А,жидкость ПГВ;
- 2а, 2б - водомасляные эмульсии с присадками ВНИИНП-17, ВНИИНП-117 или ВНИИНП-403 с массовой долей до 10%;
- 3 - водомасляные: эмульсии с присадками ВНИИHП 1-17, ВНИИНП-117 или ВНИИНП-403 с массовой долей до 10%; масла индустриальные общего назначения;
- 6 - масла МГЕ-10А, АМГ-10, АУ, АУП, ЭШ, типа "Р", МВП, гидрожидкости ВМГЗ, МГ-20, МГ-30. БСК,
ГТЖ-22М, ГГЖ-22.
Механические и физические свойства резины

Пример условного обозначения манжеты типа 1 для уплотнения цилиндра D =
63 мм, штока d = 48 мм из резины группы 1:
Манжета 1-63x48-1 ГОСТ 14896-84
Указания и рекомендации по применению и монтажу манжет.
1. Для обеспечения гарантийного срока эксплуатации манжет длина хода узлов и изделий рекомендуется не более 2 м.
2. Для улучшения условий работы манжет в гидравлических системах для очистки рабочих
жидкостей рекомендуется применять фильтры: сетчатые, пластинчатые, магнитные и другие со
степенью очистки от 25 до 50 мкм; при работе в запыленной среде перед манжетой, уплотняющей шток, рекомендуется устанавливать грязесъемник или другие защитные устройства.
При давлениях свыше 10 МПа следует применять защитные кольца.
Защитные кольца в зависимости от давления рабочей среды и температуры изготавливаются из соответствующих материалов.
При эксплуатации гидроцилиндров в условиях загрязненной внешней среды следует перед
манжетой на штоке устанавливать грязесъемники по ГОСТ 24811-81 или другие защитные средства по нормативно-технической документации.
3. Изготовление и комплектацию узлов и изделий защитными кольцами производит предприятие - изготовитель узлов или изделий.
4. Для обеспечения герметичности при давлениях от 0 до 1,0 МПа рекомендуется за манжетой устанавливать кольцо круглого или овального сечения. При повышенных требованиях к герметичности и низких давлениях шероховатость цилиндрических поверхностей канавок d, D под манжеты следует принимать Ra меньше 0,63 мкм.
В целях повышения надежности и долговечности работы узлов допускается установка манжет-дублеров, позволяющих при нарушении работоспособности первой манжеты сохранить
работоспособность уплотнения в целом на более длительное время.
5. В целях исключения коррозии и других вредных последствий контакта резин с металлом
рекомендуется применять в канавках под манжеты покрытие: для углеродистых и легированных
сталей с содержанием хрома менее 17-18% - хромирование Х.18; для алюминия - глубокое
анодирование.
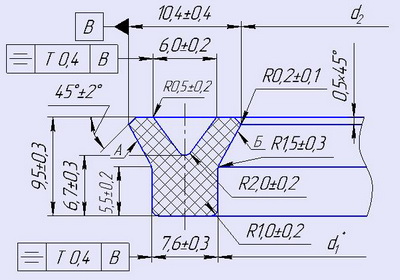
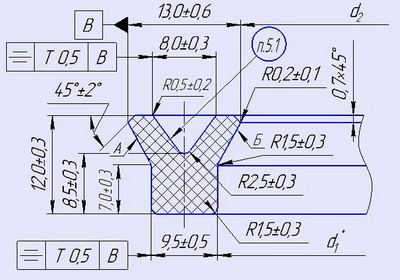
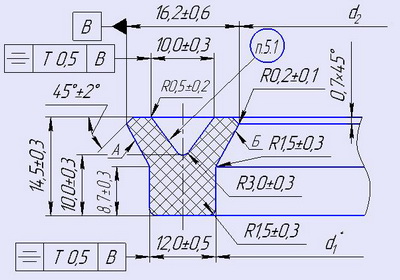
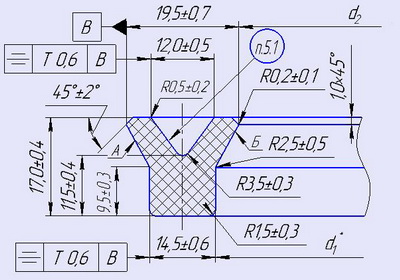
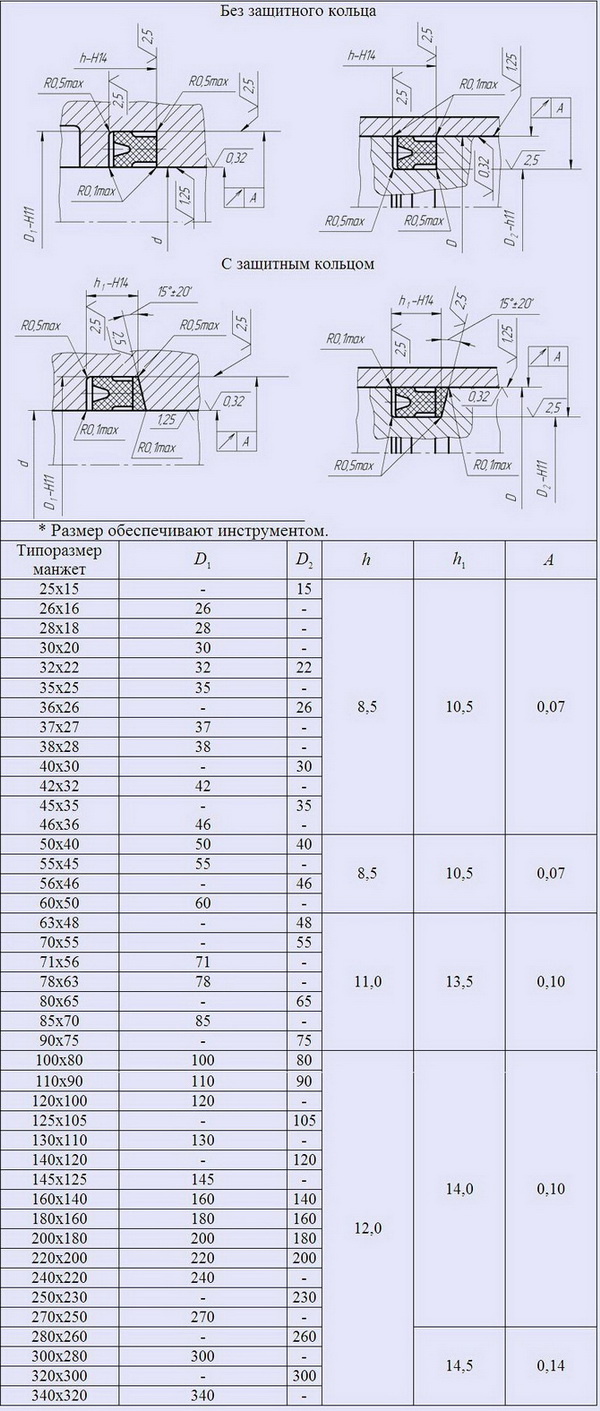
Конструкция и размеры мест установки манжет типа 1
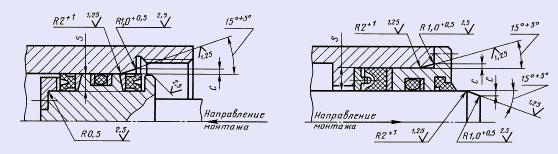
 РЕКОМЕНДАЦИИ ПО МОНТАЖУ
РЕКОМЕНДАЦИИ ПО МОНТАЖУ
Манжеты с внутренним посадочным местом более 76 мм (d, D2), устанавливаются в закрытых конструкциях посадочных мест.
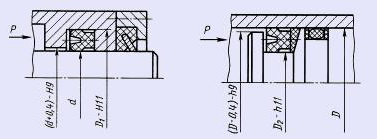
Манжеты с внутренним посадочным местом менее 76 мм (d, D2), рекомендуется устанавливать в открытых конструкциях посадочных мест.
При давлениях свыше 10 МПа следует применять защитные кольца (приложение 6, ГОСТ 14896-84), устанавливаемые в соответствии с приложением 7 ГОСТа 14896-84. Для манжет типов 1 и 3 из резины группы 3 допускается увеличивать давление рабочей среды до 63 МПа (630 кгс/см²).
Шероховатость Ra трущихся поверхностей:
- штоков - 0,20 мкм;
- цилиндров - 0,32 мкм;
- заходных фасок - 0,8 мкм;
- остальных - 1,6 мкм.
Твердость термически обрабатываемых движущихся поверхностей, контактируемых с манжетами, должны быть 46,5...56,0 HRC, с последующим твердым хромированием не менее Х24 тв.
Дополнительные источники:
ГОСТ 22704-77 - Уплотнения шевронные резино-тканевые для гидравлических устройств. Технические условия.
ГОСТ 23822-79 - Устройства уплотнительные для радиальных неподвижных и радиальных подвижных соединении с повышенным сжатием колец. Конструкция и размеры.
ГОСТ 23822-79 - Устройства уплотнительные для радиальных соединений с возвратно-поступательным движением. Конструкция и размеры.
ГОСТ 23824-79 - Устройства уплотнительные для клиновидных неподвижных соединений. Конструкция и размеры.
ГОСТ 23826-79 - Устройства уплотнительные для торцовых неподвижных соединений. Конструкция и размеры.
ГОСТ 23826-79 - Кольца защитные для уплотнительных устройств радиальных неподвижных и подвижных соединений.
|






